전통 한옥건축은 천년 이상 건축물이 지속될 수 있어 건축계의 꿈을 현실화시키는 천년 건축으로 일컬어진다.
그러나 최근에 시공이
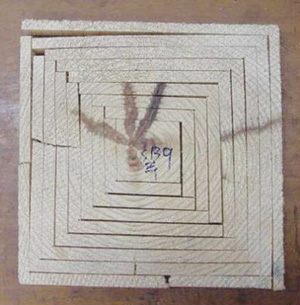
증가하는 한옥건축에서는 기둥과 대들보를 건조하지 않고 사용하여, 시공한 후에 한옥 부재가 추가로 건조되어 수축이 시작되면, 표면이 갈라져 큰
틈이 생겨 틀어지고, 썩기 쉬워 건축물의 수명을 결정적으로 단축하는 치명적인 문제점을 유발하고 한옥의 품질을 떨어뜨리는 요인이 되고 있다.
특히 짜맞춤 접합부에서는 목재가 수축하여 틈이 커지는 문제점 이외에도 맞춤부의 목재가 심하게 갈라져 하중을 거의 받을 수 없게 되어
안전상 문제가 발생할 수도 있다.
또한, 한옥부재 사이는 물론 벽체재료와의 연결부위에 틈이 커져 기밀성이 없어지면, 겨울에 춥고 여름에
더울 뿐 아니라 소음도 효과적으로 차단하지 못하는 문제점이 지적되고 있다.
이러한 문제점을 근본적으로 해결하는 유일한 방법은 한옥 부재를 주위 대기상태에 가까운 수준, 즉 함수율 15%이하로 건조하여
사용하는 것이다. 이를 위하여 미국과 일본, 유럽 등 선진국에서는 목재를 건조하여 사용하는 것이 상식으로 되어있으며, 목조건축물에는 법률로
정하여 건조목재를 사용하도록 강력히 권장하고 있다. 목재를 건조하여 사용하면, 목재는 건조 중에 이미 수축되어 안정되기 때문에, 사용 중 목재의
추가적인 수축이 최소화되어 목재 표면이 갈라지거나 틀어지는 일이 현저히 줄어들게 되어 고품질의 목재 상태를 유지하게 된다.
그러나 한옥의 기둥과 대들보와 같이 치수가 큰 부재를 건조하는 것은 거의 불가능한 일로 인식되어 오고 있어, 세계에서 가장 두터운
치수의 기둥과 대들보를 한옥부재로 사용하는 우리나라에서는 더욱 그러했다.
이유는 대단면의 건축부재를 건조할 때 피할 수 없는 문제점은
건조속도가 3년 이상 소요되고, 목재 바깥쪽과 안쪽의 함수율 차가 크게 발생한다는 점이다. 함수율 차에 의하여 목재 내부에 건조응력이 크게
형성되고, 이에 따라 건조결점이 발생하고 건조에너지도 많이 소요되어 경제성도 없었기 때문이다.
국립산림과학원에서는 국내 최초로 고온저습건조 신기술을 적용하여 3년 이상 걸려도 제대로 건조되지 않던 소나무와 낙엽송
200~300mm 이상의 두터운 기둥과 대들보를 10일내에 함수율 13%이하로 건조하는데 성공하였다.
이로써 건조되지 않은 목재를
사용하여 발생하던 많은 문제점을 한꺼번에 해결하게 될 것으로 기대를 모으고 있다. 건조목재의 함수율 분포도 매우 고르게 나타나고 건조목재의
품질도 매우 우수한 것으로 드러나, 천년 한옥건축의 산업화에 필요한 원천기술을 개발함으로써 한옥의 내구성 확보 및 산업 발전에도 크게 기여할
것으로 전망된다.


건조장치는 여주 목재유통센터에 설치된
고온저습건조장치를 사용하였다. 건조실의 시험조건은 <표 1>과 같이 건구온도와 습구온도를 조절하며 진행되었고 처리 후에는 냉각시간을
가졌다.
고온저습처리 후에 동일한 건조장치 내에서 고온건조시험을 시험조건 <표 2>와 같이 조절하며 진행되었고 처리 후에는
스위치를 끈 후 1일간 냉각시간을 가졌다.
기둥과 대들보의 건조기술이 상용화되면, 건조시간은 단축되고 건조 목재의 품질이 고급화되며 건조비용도 절감될 수 있을 것으로
전망된다.
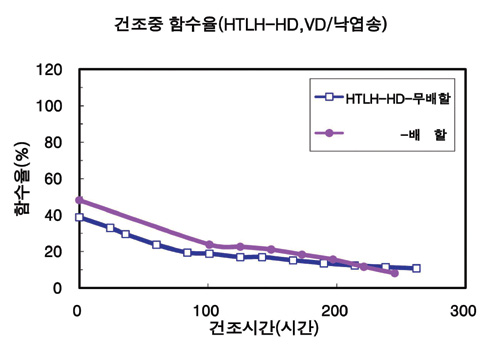
생재에서 함수율 약 15% 이하까지 고온건조하는데 소요되는 시간은 고온저습처리 시간을 포함하여 각각 240시간 (냉각시간 24시간
제외) 정도가 소요되었다.
고온건조의 경우 대단면재라 할지라도 실내 내장재로 사용할 수 있을 정도의 함수율 수준까지 건조가 가능한 것으로
밝혀져 실내에 노출되는 한옥의 기둥과 대들보의 건조에 적용될 수 있을 것으로 평가된다.
 |
||
